Zmieniłeś coś w starej maszynie? Możliwe, że przejąłeś odpowiedzialność za jej bezpieczeństwo.
W wielu zakładach przez lata dokładano elementy do starych maszyn:
- falownik zamiast rozruchu gwiazda–trójkąt,
- nowe sterowanie PLC,
- zmienioną logikę pracy,
- dodatkowe czujniki,
- obejścia funkcji bezpieczeństwa,
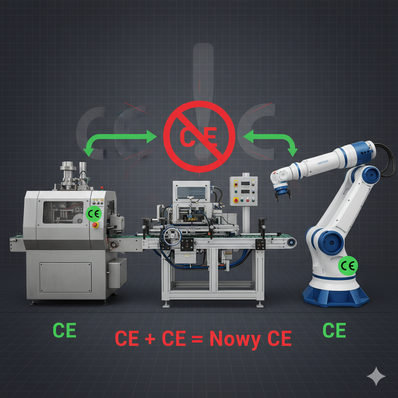
- połączenie dwóch maszyn w jedną linię,
- zwiększone parametry pracy, żeby podnieść wydajność.
Zwykle traktuje się to jako usprawnienie.
- Maszyna działa.
- Produkcja idzie.
- Nikt nie widzi problemu.
Problem polega na tym, że w określonych sytuacjach taka zmiana może sprawić, że to już nie producent odpowiada za bezpieczeństwo maszyny.
Tylko zakład.
A dokładniej — osoba, która dopuściła ją do pracy po zmianach.
Największe ryzyko nie powstaje przy dużych inwestycjach
Rzadko kiedy problem zaczyna się przy oficjalnym projekcie modernizacji z dokumentacją i budżetem.
Najczęściej zaczyna się przy „małych usprawnieniach”:
- automatyk zmienia logikę sterowania,
- dział UR modyfikuje układ, który „i tak był przestarzały”,
- osłona zostaje zdjęta, bo przeszkadzała operatorowi,
- czujnik zostaje zmostkowany „na chwilę”,
- zmiana zostaje wdrożona, bo trzeba było szybko przywrócić produkcję.
Decyzje operacyjne.
Podejmowane w dobrej wierze.
Często pod presją czasu.
Maszyna po zmianie wraca do pracy.
I w tym momencie rzadko kto zadaje pytanie:
- czy ta ingerencja była tylko naprawą,
- czy już zmianą, która wpływa na jej bezpieczeństwo.
Kiedy granica zostaje przekroczona?
Nie każda modyfikacja powoduje zmianę odpowiedzialności.
Ale może do tego dojść, gdy zmiana:
- wpływa na funkcje bezpieczeństwa,
- zmienia sposób sterowania mający znaczenie dla ochrony operatora,
- łączy maszyny w nowy zespół,
- zmienia przeznaczenie urządzenia,
- zwiększa parametry pracy ponad pierwotne założenia,
- eliminuje lub ogranicza pierwotne środki ochronne.
W takich przypadkach może zostać uznane, że nie mamy już do czynienia z „użytkowaniem maszyny zgodnie z pierwotnym przeznaczeniem”.
A to oznacza, że odpowiedzialność za bezpieczeństwo może zostać przeniesiona na podmiot, który wprowadził zmiany.
Co to oznacza w praktyce?
Jeżeli zakres zmian spełnia kryteria tzw. istotnej modyfikacji, w praktyce może to oznaczać:
- konieczność przeprowadzenia ponownej oceny ryzyka,
- obowiązek wykazania, że maszyna spełnia wymagania zasadnicze,
- odpowiedzialność cywilną w przypadku wypadku,
- odpowiedzialność karną przy wykazaniu zaniedbania,
- możliwość wyłączenia maszyny z eksploatacji przez organ kontrolny.
To nie są teoretyczne scenariusze.
To konsekwencje, które pojawiają się wtedy, gdy zdarzy się wypadek albo kontrola zacznie analizować historię zmian.
„Maszyna ma CE” nie zawsze rozwiązuje problem
W wielu zakładach funkcjonuje przekonanie:
„Maszyna ma oznaczenie CE, więc jesteśmy bezpieczni.”
To założenie jest prawdziwe tylko wtedy, gdy maszyna funkcjonuje w konfiguracji, w której została pierwotnie wprowadzona do obrotu.
Po istotnych zmianach sytuacja może wyglądać inaczej.
CE producenta nie zawsze chroni zakład po znaczącej ingerencji w konstrukcję lub sterowanie.
Odpowiedzialność nie jest abstrakcyjna
W praktyce decyzja o dopuszczeniu maszyny do pracy po zmianach nie zapada „w firmie”.
Zapada na poziomie konkretnych osób:
- kierownika UR,
- kierownika technicznego,
- dyrektora technicznego,
- osoby zarządzającej obszarem produkcyjnym.
To oni akceptują stan faktyczny.
To oni podejmują decyzję, że maszyna może dalej pracować.
Dopóki nic się nie wydarzy, temat nie istnieje.
Pytania pojawiają się dopiero wtedy, gdy dochodzi do wypadku lub kontroli.
I wtedy analizuje się nie tylko to, co się stało.
Analizuje się również:
- kto zdecydował,
- kto zatwierdził zmianę,
- kto dopuścił maszynę do pracy.
Najważniejsze pytanie
Jeżeli w Twoim zakładzie przez ostatnie lata wprowadzano zmiany w sterowaniu, funkcjach bezpieczeństwa lub konfiguracji maszyn, warto zadać sobie jedno pytanie:
czy nadal jesteś tylko użytkownikiem maszyny,
czy już podmiotem odpowiedzialnym za jej bezpieczeństwo po zmianach?
Granica między jednym a drugim nie zawsze jest oczywista.
I bardzo często nikt jej świadomie nie sprawdza.